Erinomainen tarkkuus ja reunalaatu ilman toissijaista käsittelyä
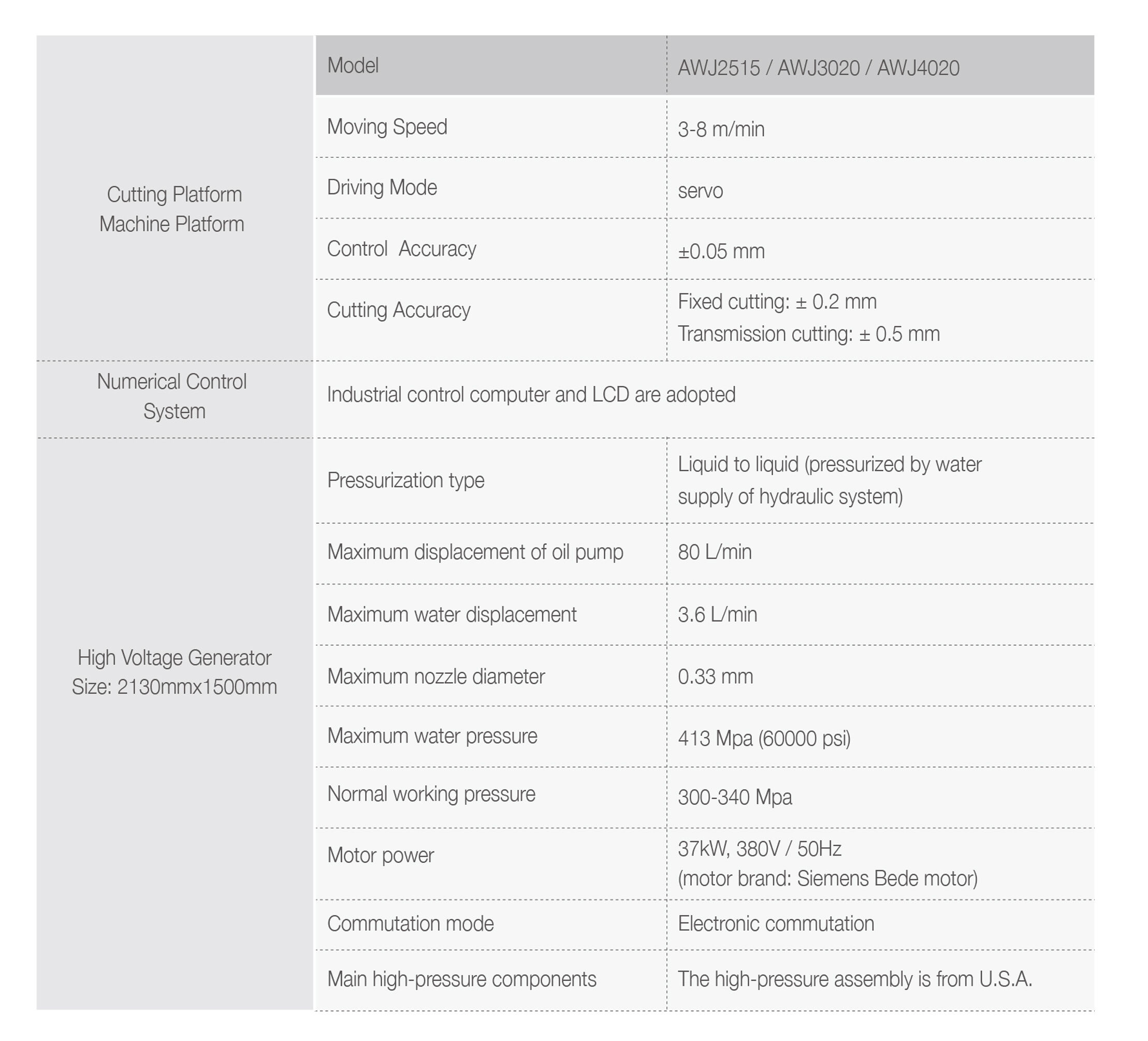
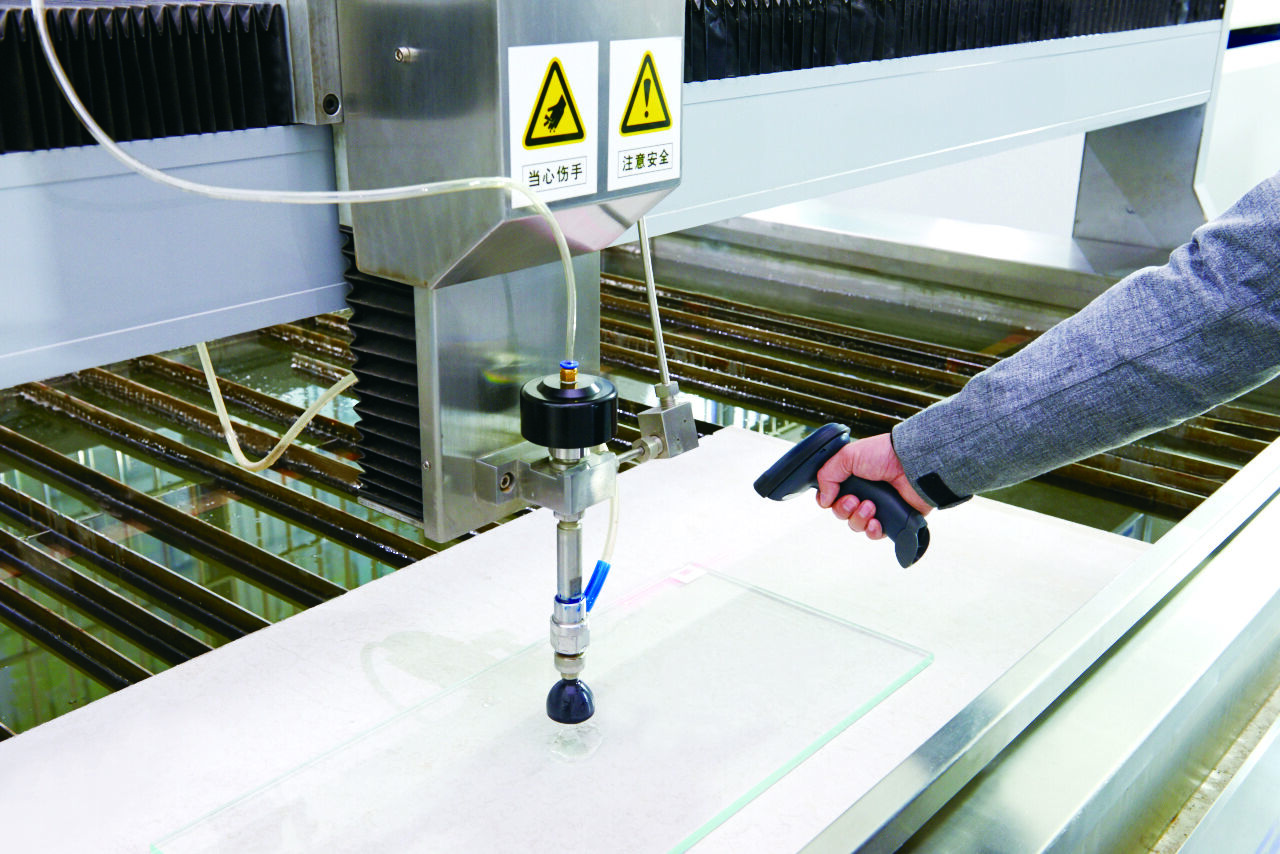
Teollinen vesileikkaus tarjoaa leikkaustarkkuuden, joka on vertailukelpinen tai ylittää muita automatisoituja leikkausteknologioita, ja tuottaa erinomaista reunalaatua, joka usein poistaa kokonaan toissijaiset viimeistelytoimenpiteet. Tämä tarkkuuden ja pinnanlaadun yhdistelmä vaikuttaa suoraan tuotantotehokkuuteen ja kustannusrakenteeseen vähentämällä prosessointivaiheita ja parantamalla materiaalin hyötyosuutta. Nykyaikaiset vesileikkausjärjestelmät, joissa on edistynyt liikkeenohjaus ja dynaaminen leikkauspäätekniikka, saavuttavat sijaintitarkkuuden ±0,076 mm (±0,003 tuumaa), mikä on riittävän tarkka vaativiin sovelluksiin ilmailukomponenttien valmistukseen, lääkintälaitteiden valmistukseen ja tarkan työkalujen valmistukseen. Tämä tarkkuustaso säilyy vakiona, olipa kyseessä suoria viivoja, pieniä kaarevuussäteitä tai monimutkaisia muotoja, mikä antaa suunnittelijalle suurta vapautta ilman, että mittojen tarkkuutta täytyy uhraa. Teollisen vesileikkauksen ohut leikkausleveys vaihtelee tyypillisesti 0,5–1,0 mm (0,020–0,040 tuumaa) riippuen suuttimen ja keskitysputken valinnasta, mikä tarkoittaa vähäistä materiaalin poistoa leikkausta varten. Tämä ohut leikkauspolku kääntyy suoraan materiaalisäästöiksi, erityisesti silloin, kun käsitellään kalliita materiaaleja, kuten titaania, Inconelia tai erikoiskomposiitteja, joissa jokainen neliösenttimetri edustaa merkittäviä kustannuksia. Osia voidaan sijoittaa tehokkaammin materiaalilevyille, mikä mahdollistaa enemmän komponenttien sijoittamisen saatavilla olevaan alueeseen ja vähentää jätteen osuutta, joka heikentää voittomarginaalia. Suurten tuotantomäärien tapauksessa jopa pienet parannukset materiaalin hyödyntämisessä kertyvät merkittäviksi vuosittaisiksi säästöiksi, jotka parantavat kilpailuasemaa ja projektin kannattavuutta. Vesileikkauksen tuottama reunalaatu ei useimmissa sovelluksissa vaadi lisäviimeistelyä, vaan leikattu osa tulee leikkausprosessista sileänä ja teräväreunaisena. Leikkauspinta on vähän karkea, ja sen karkeusarvo (Ra) vaihtelee tyypillisesti 3,2–6,3 µm (125–250 mikrotuumaa) riippuen leikkausnopeudesta ja abrasiivivirran parametreista. Tämä pinnanlaatu on riittävä moniin kokoonpanoihin ja sovelluksiin ilman hiomista, teräväreunaisuuden poistoa tai muita toissijaisia toimenpiteitä, jotka lisäävät prosessointiaikaa ja työvoimakustannuksia. Kun nämä viimeistelyvaiheet poistetaan, käsittely vähenee, toimitusaika lyhenee ja vähenevät myös mahdollisuudet vaurioitua tai saastua lisäprosessointivaiheissa. Lämpövaikutettua vyöhykettä ei muodostu lainkaan, mikä on toinen laatuhyöty, jolla on merkittäviä vaikutuksia osan suorituskykyyn ja kestävyyteen. Lämpöleikkausmenetelmät muuttavat materiaalin rakennetta leikkausreunan vieressä, mikä aiheuttaa kovettuneita tai pehmeitä vyöhykkeitä, jäännösjännityksiä sekä mahdollisesti vaikuttaa korroosionkestävyyteen ja väsymisominaisuuksiin. Teollinen vesileikkaus ei aiheuta lainkaan lämpövaikutuksia, jolloin materiaalin ominaisuudet säilyvät muuttumattomina aina leikkausreunaan asti. Tämä ominaisuus on ratkaisevan tärkeä sovelluksissa, joissa materiaalin suorituskyvyn vaatimukset on säilytettävä koko komponentin alueella, kuten rakenteellisissa ilmailukomponenteissa, paineastioissa tai turvallisuuskriittisissä autoteollisuuden osissa, joissa muuttuneet materiaaliominaisuudet voivat johtaa varhaiseen vikaantumiseen.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ