Pažangios automatizacijos technologijos supaprastina gamybos efektyvumą
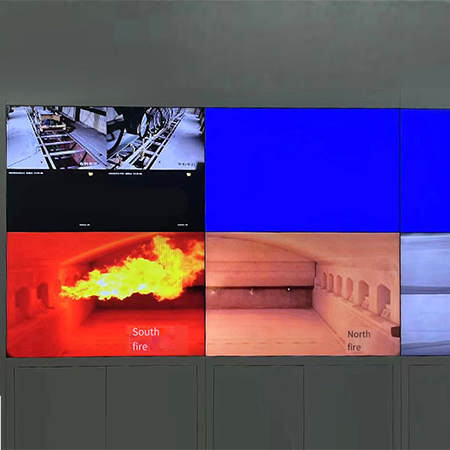
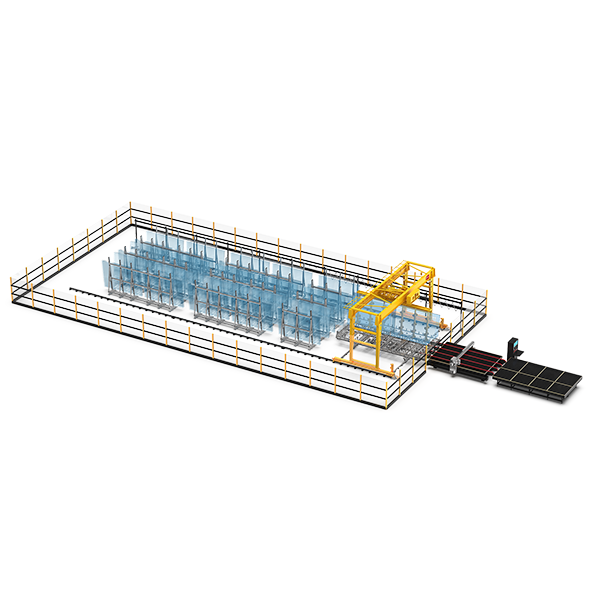
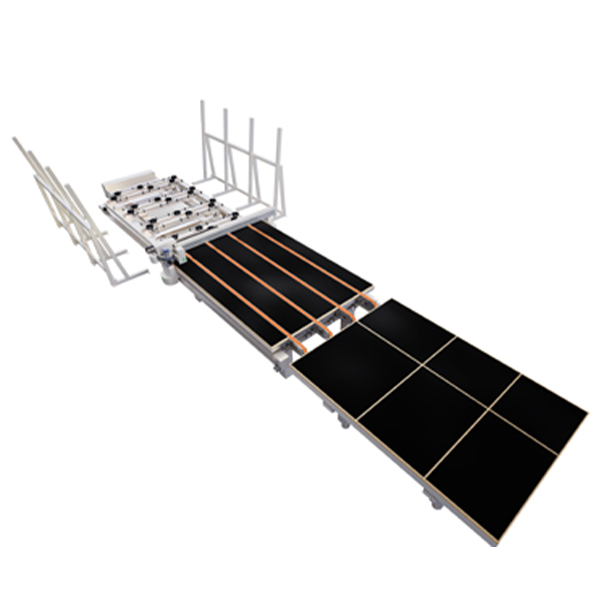
Mobilioji kietintosios stiklo gamybos mašina integruoja pažangiausią automatizavimo technologiją, kuri radikaliai keičia ekranų apsaugų gamybą, užtikrindama beprecedentinį efektyvumo padidėjimą ir eksplotacinę paprastumą. Šio pasiekimo širdyje yra integruota valdymo sistema, kuri koordinuoja kiekvieną gamybos etapą su minimaliu žmogaus įsikišimu, taip sumažindama darbo jėgos išlaidas ir žmogiškų klaidų riziką, kuri gali pabloginti produkto kokybę. Automatinė tiekimo sistema yra pirmasis šio supaprastinto proceso etapas – ji tiksliai pozicionuoja neapdorotus stiklo lakštus tolesniems apdorojimo etapams. Jutikliai nuolat stebi medžiagos srautą ir automatiškai reguliuoja tiekimo našumą, kad būtų išlaikytas optimalus gamybos ritmas, vienu metu užkertant kelią užsikimšimams ar neteisingiems pozicionavimams, kurie galėtų sustabdyti gamybą. Ši protinga tiekimo mechanizmo sistema pritaikoma įvairioms stiklo storio ir matmenų reikšmėms: perjungiant tarp skirtingų produktų specifikacijų ji automatiškai persikonfigūruojama be ilgų rankinių nustatymo procedūrų. Kirpimo modulis pasižymi nepaprasta tikslumu dėka kompiuteriu valdomų pozicionavimo sistemų, kurios pasiekia tikslumą, matuojamą milimetro dalimis. Nepriklausomai nuo to, ar naudojami mechaniniai deimantiniai kirpikliai, ar lazerinės pjovimo technologijos, automatinė sistema tiksliai vykdo programuotus modelius, kurie tiksliai atitinka įrenginio ekrano matmenis, pašalindama matavimo klaidas ir nestabilumus, būdingus rankiniam pjovimui. Šis tikslumas ypač vertingas gaminant ekranų apsaugas įrenginiams su sudėtingais kontūrais, lenktomis kraštinėmis arba išpjovomis fotoaparatams ir jutikliams. Kraštų šlifavimo automatizavimas užtikrina, kad kiekvienas stiklo elementas būtų vienodai apdorotas, sukurdamas lygius, suapvalintus kraštus, kurie yra patogūs liesti ir sumažina suskilimo riziką pervežant bei montuojant. Mašina automatiškai reguliuoja šlifavimo trukmę ir slėgį priklausomai nuo stiklo storio ir kraštų profilio reikalavimų, užtikrindama vienodą kokybę tūkstančiams vienetų – to būtų neįmanoma pasiekti rankiniu šlifavimu. Temperavimo fazės temperatūros kontrolės automatizavimas, matyt, yra svarbiausia technologinė funkcija, nes netinkamas kaitinimas ar aušinimas gali padaryti stiklą netinkamą naudoti ar sukurti pavojingus įtempimo modelius. Programuojamieji logikos valdikliai palaiko tikslų temperatūros režimą, stebėdami kelias kaitinimo kamerų zonas ir realiuoju laiku reguliuodami energijos tiekimą, kad būtų kompensuotos aplinkos sąlygos ar medžiagos skirtumai. Greitojo aušinimo fazė, kuri sukuria kietintąsias stiklo savybes, taip pat vykdoma pagal vienodai tikslų protokolą, užtikrinantį vienodą įtempimo pasiskirstymą visame stiklo paviršiuje. Kokybės kontrolės automatizavimas naudoja optinius jutiklius ir vaizdo fiksavimo sistemas, kurios aptinka defektus, matmenines paklaidas ar įtempimo modelių netolygumus, kuriuos žmogaus inspektoriai gali praleisti, ypač ilgose gamybos serijose, kai nuovargis sumažina dėmesio koncentraciją. Atmesti vienetai automatiškai nukreipiami nuo gamybos linijos, neleisdami defektiniams produktams pasiekti pakavimo etapo, tuo pat metu registruodami defektų duomenis procesų tobulinimo analizei.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ