EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ





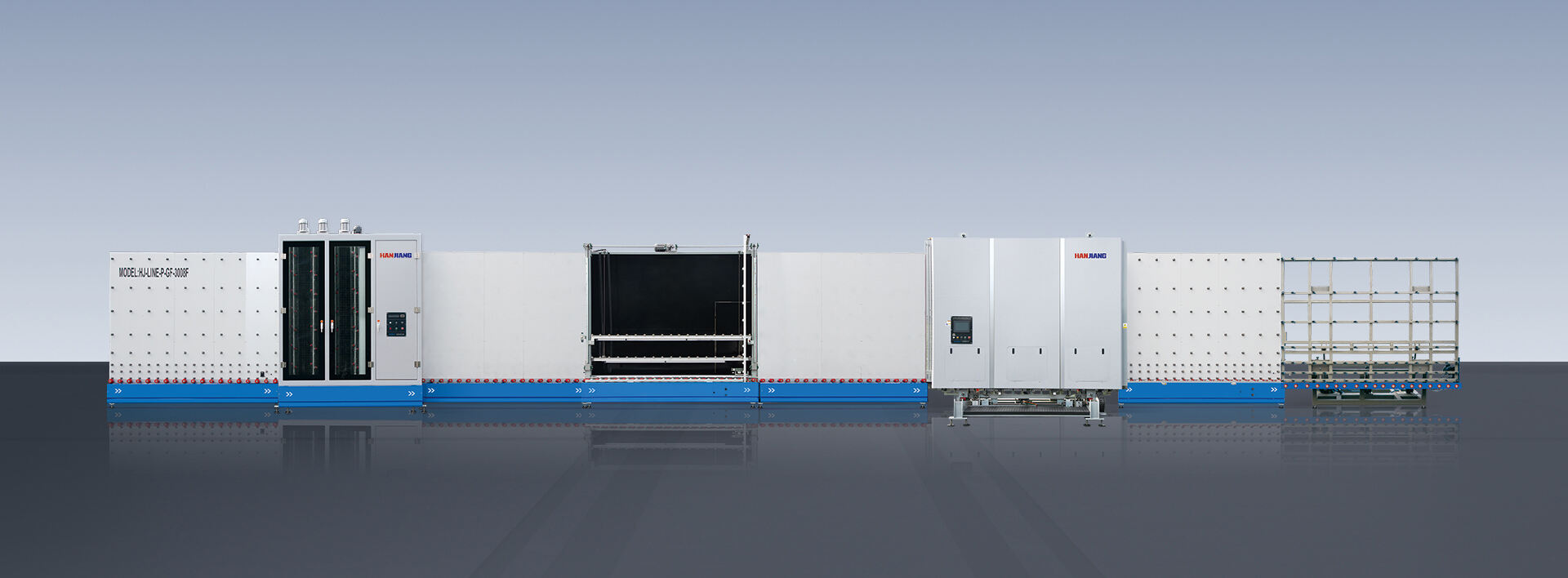
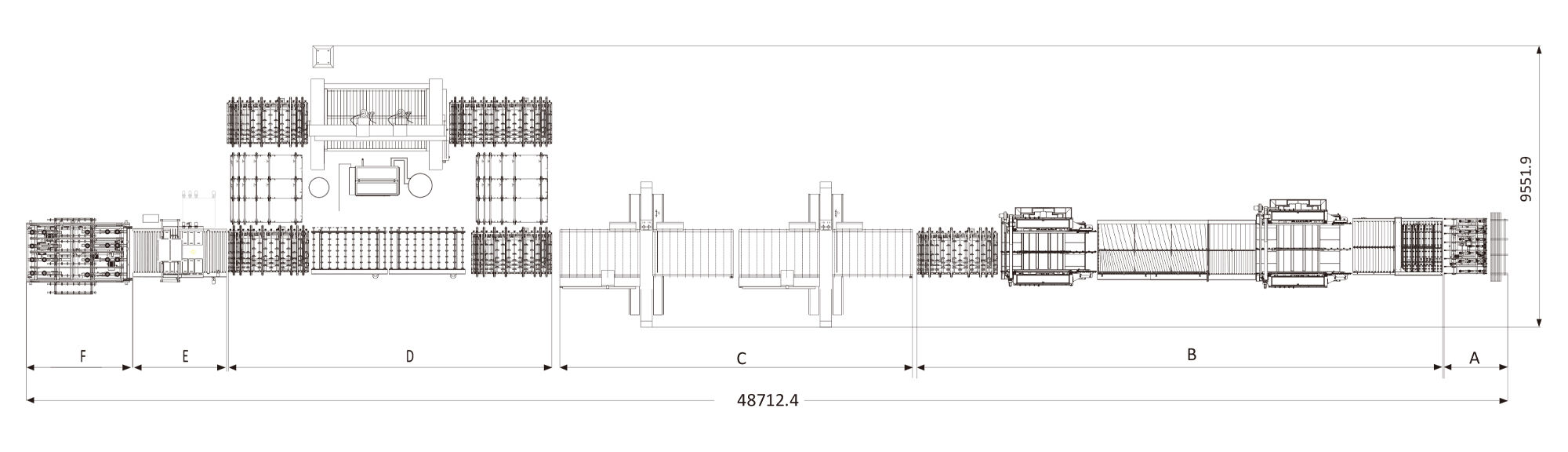
عواملی که باید هنگام انتخاب روشهای پردازش شیشه خودرو در نظر گرفت چیست؟
راهنمای جامع تولید مدرن شیشه خودرو صنعت پردازش شیشه خودرو در سالهای اخیر دچار تحولات قابل توجهی شده است که عمدتاً ناشی از پیشرفتهای فناوری و تغییر نیازهای طراحی وسایل نقلیه است. با توجه به اینکه تولیدکنندگان...
مشاهده بیشتر