 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ





ガラスコーティングラインにはどのような種類のコーティングが施されますか?
最新のガラスコーティング技術について ガラスコーティング技術は、建築用途から自動車用ウィンドウまで、さまざまな業界におけるガラス表面の強化と保護の方法を革新してきました。ガラスコーティングラインは、耐久性、断熱性、防汚性などの性能を持つ特殊なコーティングをガラスに均一に施すプロセスです。
さらに表示

24
Sep
24
Sep
24
Nov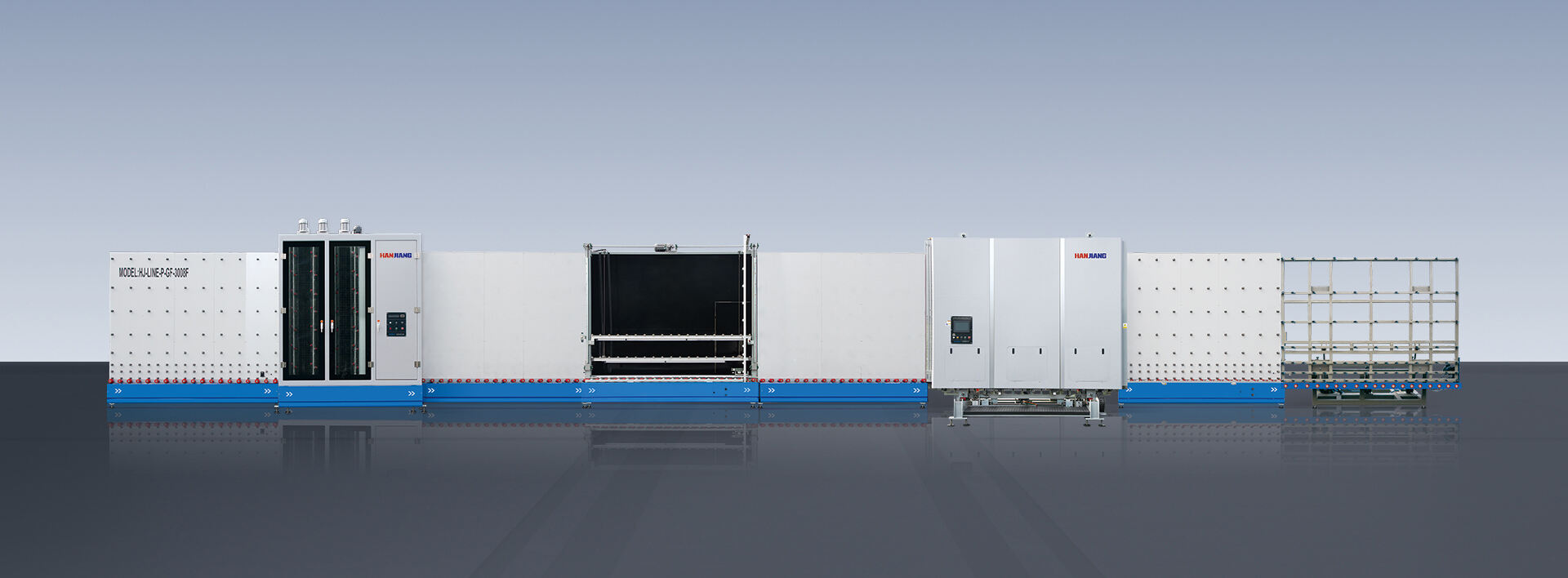
19
Dec


Copyright © 2026 China MAC GLASTECH AND AUTOMATION CO.,LIMITED. All rights reserved — プライバシーポリシー