Сучасна технологія контролю температури
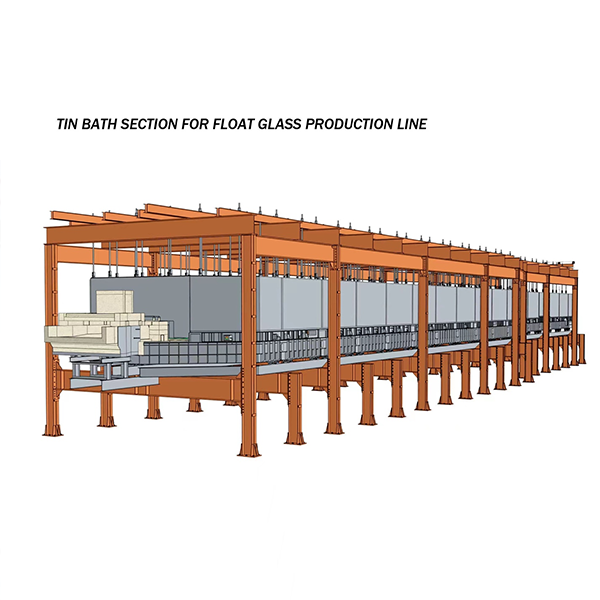
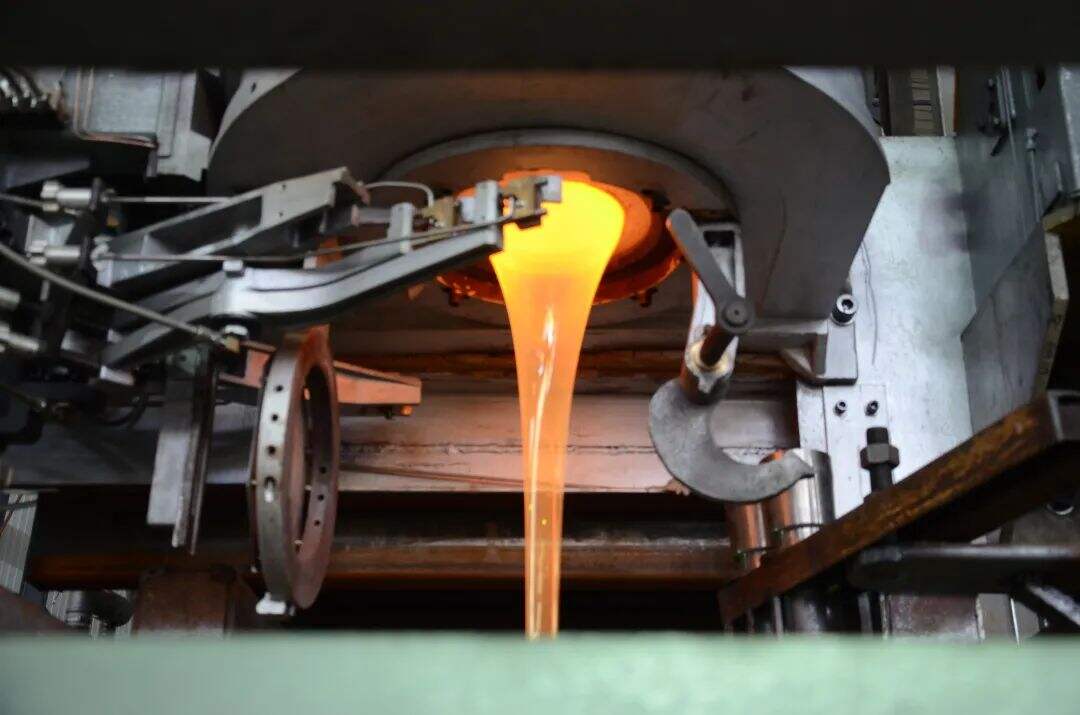
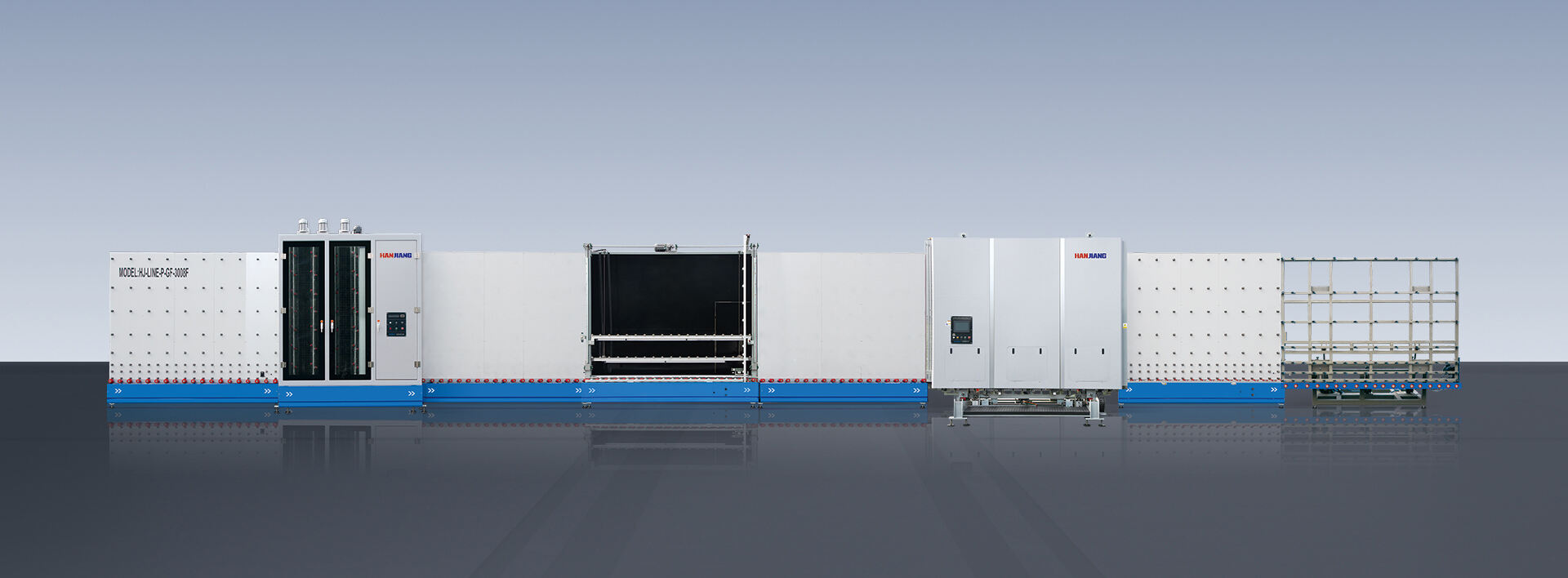
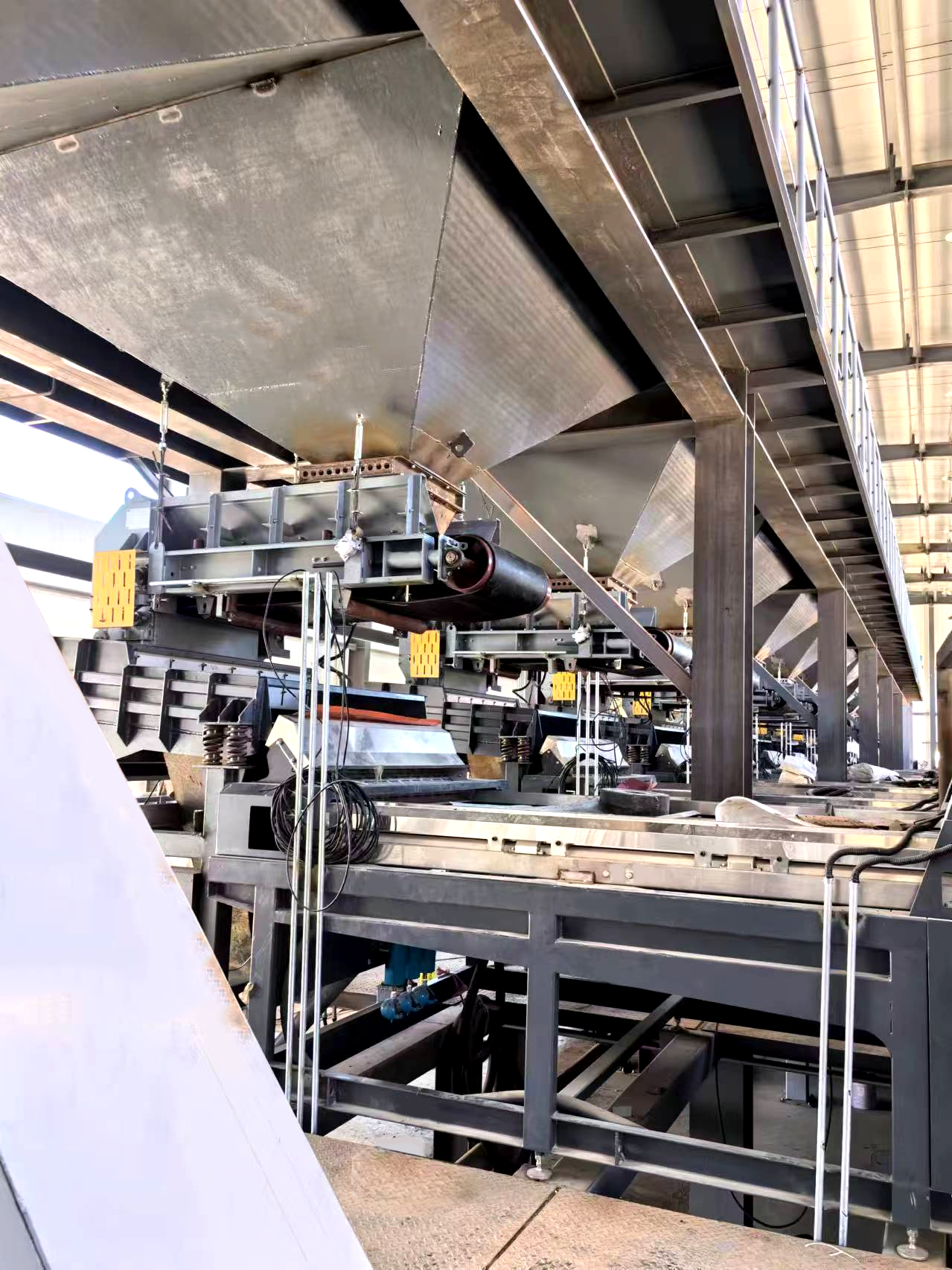
Технологія регулювання температури, інтегрована в лінію виробництва плавленого скла, є критичним фактором, що визначає якість та стабільність кінцевого продукту. Ця складна система контролює тепловий режим у кількох зонах — від початкового етапу плавлення, де температура перевищує 1500 °C, до поступового охолодження в зоні відпалу. Точність регулювання температури безпосередньо впливає на якість скла: навіть незначні коливання можуть призводити до виникнення зон внутрішніх напружень, візуальних дефектів або розбіжностей у розмірах. Сучасні системи використовують кілька термопар та інфрачервоних датчиків, розташованих стратегічно по всій виробничій лінії, що забезпечують безперервний контроль температури в ключових точках. Ці датчики передають дані в реальному часі комп’ютеризованим системам керування, які миттєво коригують потужність пальників для підтримання оптимальних теплових умов. Плавильна піч оснащена сучасною технологією згоряння, що забезпечує повну ефективність споживання палива й одночасно підтримує точно задані температури, необхідні для повного розчинення сировини в однорідне розплавлене скло. Коли розплавлене скло надходить на олов’яну ванну, температурні зони тщательно регулюються, щоб забезпечити потрібну в’язкість для розповсюдження та формування. Температурний градієнт у плаваючій ванні, як правило, зменшується: найвища температура — у точці входу скла, а потім вона поступово знижується в напрямку виходу. Таке контролюване охолодження дозволяє склу набути потрібної товщини й ширини, зберігаючи при цьому поверхневий натяг, що забезпечує характерну гладкість. Відпалювальна піч (лір) є ще однією критично важливою зоною регулювання температури, де скло проходить тщательно кероване охолодження для зняття внутрішніх напружень. Раптове охолодження призводить до виникнення постійних напружень, через що скло стає схильним до руйнування, тоді як надто повільне охолодження знижує ефективність виробництва. Система автоматично розраховує оптимальні криві охолодження з урахуванням товщини та хімічного складу скла, коригуючи швидкість конвеєра та температуру в лірі. Така технологічна складність усуває суб’єктивні оцінки й гарантує, що кожен аркуш скла отримує ідеальну теплову обробку. Енергоефективність таких систем регулювання температури значно покращилася завдяки мережам рекуперації тепла, які збирають відпрацьоване тепло з зон охолодження й направляють його на попереднє підігрівання сировини або повітря для згоряння. Такий замкнений цикл значно зменшує споживання палива, знижує експлуатаційні витрати та мінімізує вплив на навколишнє середовище. Для виробників ця передова технологія регулювання температури означає стабільну якість продукції, зниження частки браку, менші рахунки за енергоносії та впевненість у тому, що кожен виробничий цикл відповідає точним технічним вимогам.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ